通过认证
通过认证
“严格按照规范要求生产Φ2.0米造粒机大齿圈”参数说明
| 是否有现货: | 是 | 认证: | iso9001 |
| 材质: | 钢 | 外形: | 圆柱 |
| 工艺: | 直齿轮 | 制造方法: | 滚齿 |
| 齿线形状: | 直 | 适用范围: | 工业 |
| 齿面硬度: | 软齿面 | 轮齿位置: | 外齿轮 |
| 品牌: | 建奎 | 模数: | 22 |
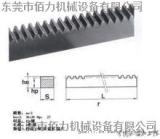
| 齿数: | 148 | 齿高: | 49.5 |
| 型号: | 2.2 | 商标: | 建奎 |
| 包装: | 裸装 | 外径: | 3300 |
| 宽度: | 200 | 材料: | zg42crmo |
| 产量: | 860 |
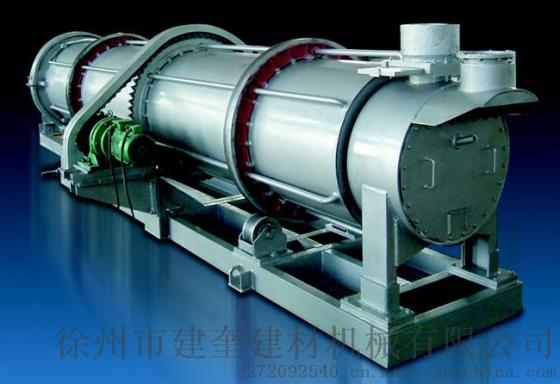
“严格按照规范要求生产Φ2.0米造粒机大齿圈”详细介绍
Φ2.2米直径滚筒造粒机大齿圈22模数148齿,外径:3300mm,内径:2750,齿圈宽度200造粒机大齿圈又叫滚筒造粒机大齿轮或转筒造粒机大齿圈,有整体式和分体式两种结构,其设备传动结构与安装方式与烘干机较为相似,是一种专用的造粒机设备配件,制造一副合格的造粒机大齿圈配件是比较复杂的过程,生产有一定的先后顺序和技术要求,抢进度如果组织管理跟不上,很有可能忽视质量,在设备安装时,一定要严格检查加工、安装精度,确保每一个工序严格按规范执行才能确保生产的顺利进行。当然大齿圈也属于易损件范畴具有一定的使用寿命,造粒机大齿圈生产厂家从以下几个方面谈谈加工工艺对造粒机大齿圈质量的影响。一、首先从材料上来讲,造粒机大齿圈一般采用的是zg45#,也有采用zg35CrMo,zg40CrMo,zg35SIMn等材质,只能使用电炉钢或碱性平炉钢铸造,不得使用转炉钢。大齿圈必须经过正火+回火热处理,具体步骤是:毛坯进窑升温至850℃保温,降至600℃出窑风冷,降到200℃再进窑烧至500-600℃,保温3小时自然冷却。加工后大齿圈的表面硬度≥HB170。铸件毛坯的裂纹、气孔、等缺陷应严格控制,慎重处理。毛坯浇铸经过回火和正火设备进一步热处理,作用是改善其金相结构,消除应力,提高材质的硬度和机械的加工性能,此步骤是制造合格齿圈的首要步骤,也是销售价格差异的主要因素之一。一般小作坊不具有上述的设备和条件,其造粒机大齿圈铸造的毛坯,无论在材质、工艺、化验等工艺不完整,产品毛坯只能做到外形相似尺寸基本相同而不完全具备齿圈应有的内在品质。所以外形看似同样的齿圈,严格按照加工工艺加工的产品其使用寿命也会大大提高。二、从加工上看,大齿圈成品交货要经过设计、铸造、粗加工、精加工、滚齿等环节,其主要加工步骤如下:设计→模型制作→造型→浇注→清砂→退火→检验→粗加工结合面→结合面钻孔、铰孔→成对把合→粗加工外圆及端面→探伤→检验→性能热处理→修结合面→加工外圆及端面→粗滚齿→精修结合面→精加工外圆及端面→精滚齿→完成所有加工→涂油→入库。如果不具有先进的加工设备和一系列的检验设备,不能按照标准加工工艺执行,从而造成齿圈的变形量加大,安装时的配合尺寸调整困难,大小齿轮咬合不均,造成使用的传动跳动、磨损不均、寿命减短。